
Intelligence and safety
Sunday, 25 April, 2010
The most important target for every plant manager is to keep the plant running and maximise production. A plant should be run as cost efficiently as possible, but without compromising safety.
In many industries, plant safety is crucial because processes may contain toxic, dangerous substances at high pressures and temperatures; hence, such plants incorporate special safety instrumented systems which monitor the process and ensure safety by taking the process to a safe state when unexpected conditions occur. Safety instrument systems consist of a logic solver, sensors and final elements. Final elements (such as safety valves) either vent or shut down the process when required.
The primary function of a safety valve is to operate only in emergency situations, which may lead to situations where the valve is not required to operate over long periods of time. In contrast, the primary function of a control valve, which is moving more or less continuously, is to control the process to operational requirements. Although there are some similarities between the functions of the two valves, there are different elements in the reliability required for safety and control valve service. For this reason, the valve requirements and challenges are also different for each service.
In many cases, the time required to take the process down is crucial, and so it is common that safety valves should perform the safety action (a full stroke) within a certain specified time limit. A safety valve should also provide adequate tightness, because tight shut-off is often required in safety shutdown applications. Process conditions in the hydrocarbon industry, for example, may be demanding - fluid can be sticky or contain impurities, and pressures or temperatures can be high, but they must not affect the high reliability requirements. In such cases, valve selection must be considered with extra care in order to ensure reliable operation. Metal seated ball valves have established a firm foothold in this field and have shown their superiority in safety applications.
During plant operation, the safety valve must be available for emergency trips. One of the most common failures of safety valves is valve sticking, which may occur especially if the valve is rarely operated. Selecting inherently reliable products has a positive effect on availability, but this can also be enhanced by periodically testing the valve.
This article presents the requirements of valves used in safety applications. The foundation of reliable valve operation comprises the complete assembly, including the valve, actuator and instrumentation as well as mounting parts.
Partial stroke testing
Nowadays, the IEC61518/61511 (or ISA 84) safety standard is widely used and gives strong guidelines for proving the functional safety of the safety loop - it defines a safety integrity level (SIL), which is used to measure the order of risk reduction. The higher the SIL value, the higher the risk reduction factor needed to keep the risk tolerable. Third-party certifications by well known authorities, such as TÜV or Lloyds, are used to verify the reliability level of safety devices and valves, and certified SIL-rated products are a common requirement today for safety valve applications.
The importance of safety systems and SIL-rated devices (including valve controllers) has increased. The main driver for this development is to ensure the availability of the safety function whenever it is really needed. The standards require the operation of safety valves to be verified and tested at specific time intervals - this is essential since safety valves are rarely operated under normal conditions, and it is well known that one of the most common safety valve failures is sticking.
The obvious answer to this problem is periodic valve testing. Valve operation can be tested by the execution of a full stroke at specific time intervals, so full stroke tests are mandatory, and required by safety standards. But performing full stroke tests during plant uptime presents several problems - it typically requires the process to be taken down, or else the safety valve has to be bypassed during the test. Tests in a bypass line are not run at process pressure and diagnostic coverage is also sometimes questionable, so obviously, this is not a reliable answer. In addition, bypass lines are relatively expensive and shutdown is even more costly.
The required testing interval is defined according to the process safety requirement measured by SIL. To maintain the SIL value, adequate testing intervals may need to be adjusted, and because plant managers are striving for longer process uptimes in order to optimise production, the shortening of shutdown intervals due to full stroke testing is not an option.
|
|
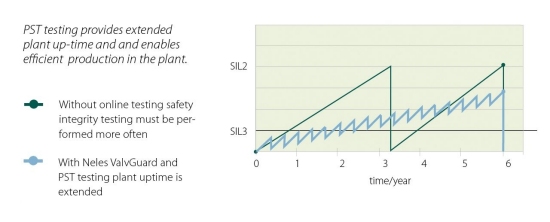
The second and better method of verifying safety valve performance is to carry out partial stroke testing, in which the valve is operated at only 10-20%. This usually does not disturb the process enough to cause shutdown. Partial stroking helps to maximise production by keeping the SIL level for longer and increasing the required interval between full stroke tests (Figure 1). Traditionally, partial stroking was done by limiting valve operation mechanically, using valve jacks or jammers. This is also not an optimal solution, because such testing always requires manpower to perform, analyse and report. The safety action is not available during the test and there is always a risk of human error when a valve is operated manually.
To carry out partial stroke testing in a more effective and reliable way, valve vendors have developed automatic partial stroking devices (intelligent valve controllers). These devices make it possible to carry out valve testing during run-time and provide the opportunity to improve safety in a cost-efficient way.
|
In addition to valve sticking, another common failure in safety valves is solenoid failure, which is commonly either not tested or tested by external means. Intelligent valve controllers provide a means to test and report on the solenoid as well. Intelligent safety valve controllers Many intelligent safety valve controllers, such as Metso’s Neles ValvGuard VG9000 (Figure 2), offer support for field networks such as HART and FOUNDATION Fieldbus. This improves reliability and plant safety further by being able to provide extensive safety valve testing capabilities and improved diagnostic data. In addition to automatic partial stroke testing, VG9000 provides an emergency trip test as well as improved internal pneumatics testing, and advanced self-diagnostics guarantee that all measurements operate correctly. Failure of any measurement does not cause the valve to go to fail-safe position. Such devices can also gather diagnostic information during a safety trip. |
|

Choice of safety valves
Metal seated valves have the widest application range from extreme temperatures to high pressures - including tight shut-off, corrosive conditions and dirty applications. Various coating materials and seat types from solid proof to bellows seal guarantee the best valve solution, even for extreme conditions. Metal seated valves are inherently fire safe designs, and should be tested according to API 607 or BS6755 and approved by a third party.
In the event of fire, actuators and accessories must be able to keep the valve functional for as long as possible. Fireproofing is commonly provided by fire-resistant boxes, fire blankets or special fire-resistant coatings. Fire boxes are reliable and easy to install, while fire blankets bring flexibility, and special coatings are available for applications where space is limited.
The ever-increasing emphasis on environmental issues has meant that companies in many industries are paying increased attention to valve emissions. Regardless of the fact that they are not operated as frequently as control valves, low emissions are also expected from safety valves. The standard spring-loaded packing designs of modern rotary valves should be able to meet the latest low-emission standards.
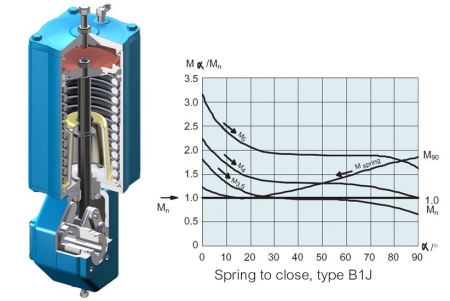
As mentioned earlier, if safety valves are not operated for a long period, valve sticking may occur. This is mainly caused by high static friction. In order to overcome static friction, high-torque piston-type actuators with an optimised torque characteristic should be used to provide improved availability. Figure 3 shows a rugged piston-type actuator for safety applications, which creates higher torque output within the first 20° of opening or closing. This means that the valve operates much more easily against line pressure and provides extra safety for protective applications.
|
|
Reliable safety valve MTBF figures also play a crucial role when a valve’s applicability for safety service is estimated. The importance of these values cannot be overemphasised in a refinery or petrochemical facility, where sticky, clogging fluid services may occur. In addition to MTBF values and testing intervals, the diagnostic coverage provided by the actuator has a big influence on a valve’s probability of failure on demand.
Application-based valve selection
A reliable valve solution for safety applications requires careful selection and sizing together with application know-how to prevent under- or over-engineering of the safety valve. It is also important to understand the fluid properties in addition to pressure and temperature, as the fluid may contain corrosive or toxic compounds, solids or polymer slurry that can all cause different challenges for the valve. The safety valve selection process should also always consider adequate safety margins (load factors) for actuator selection.
Metal-seated floating or trunnion-mounted ball valves are the most versatile and reliable selection for safety service. Their purchase price may be higher than traditional soft-seated pipeline on/off valves, but the total cost of ownership of reliable metal-seated valves may be lower when service life is considered.
Conclusion
It is important to highlight the significance of single manufacturer solutions for protective applications. There are a number of advantages in selecting a single manufacturer solution, such as responsibility for the complete assembly, ready-tested and configured solutions and minimised interconnection as well as application-based valve selection. Complete solutions from one manufacturer combine field-proven, preselected components from the valve body to the instrumentation with SIL calculations covering all final element components. Creating a safety valve from components made by different manufacturers can provide a bigger risk for safety valve performance compared with a single manufacturer solution.
Modern intelligent partial stroking devices improve plant safety while releasing manpower and reducing costs by providing periodic testing and reporting automatically. Advanced online diagnostics makes it possible to monitor safety valve performance while partial stroking, so that performance degradation can be detected automatically before failure causes an unexpected shutdown.
By Jari Kirmanen, Metso Automation Inc.
Reprinted with permission of Hydrocarbon Engineering, November 2009.
A process of evolution: creating an adaptive future for the industrial workforce
As industrial automation systems grow more sophisticated, technology is being called upon to...
Microgrids: moving towards climate change resilience
The benefits of microgrids go far beyond support during a natural disaster and can provide...
Good for today, ready for tomorrow: how the DCS is adapting to meet changing needs
The future DCS will be modular and offer a more digital experience with another level of...







